今日话题

为什么VDA5很重要?

问
为什么VDA5在智能化质量管理时代很重要?
答

对于产品符合性的判断,当前很多公司只基于测量值落在规格界限内,则认为产品合格,然而所有的测量都不可避免存在测量误差,测量系统分析的方法关注了观测值的变差中,测量过程导致的变差是否可以忽略不计,但对于测量真实值的不确定性并没有评估。国际权威的GUM(测量不确定度表述指南)方法如何能落实在生产现场,VDA5第二版的方法结合当前的MSA方法给出了解决方案,它与ISO22514-7保持一致,国际标准ISO14253中已经明确要求需要通过计算不确定度后确定公差范围内的合格区域,在智能化质量管理时代,测量过程的不确定度计算结果与规范限的结合,有助于检测设备自动化判断产品合格与否。
1
问题的引入
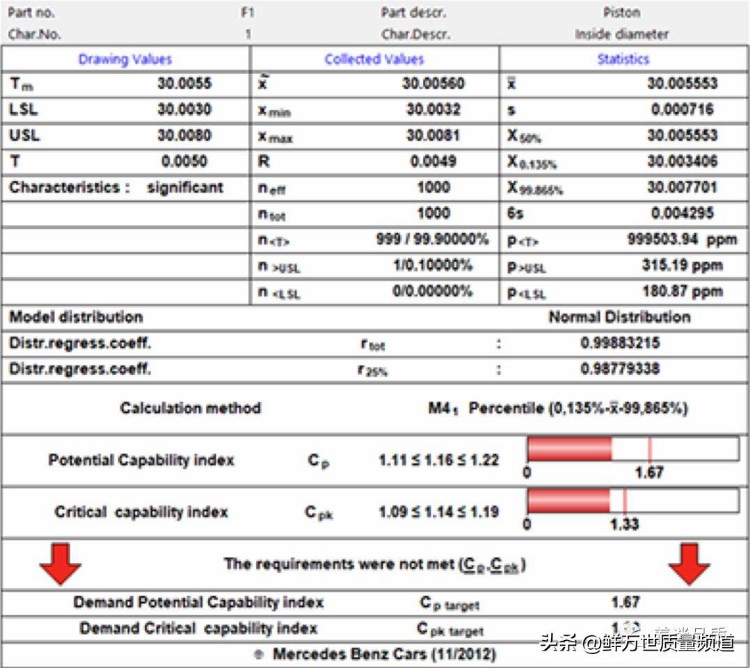
质量管理最基本的任务是确保提交给客户的产品零缺陷,当前汽车工业中要求通过统计过程控制的方法,使产品特性值尽可能靠近中心。然而,当过程能力不足时,会采取100%全检的方法确保产品质量;而在国内,很多企业的统计过程控制的方法并没有真正落地实施。当质量管理发展进入到数字化,智能化,自动化时代,对产品如何才是符合要求这一根本问题进行反思,一系列的标准国际标准随之出台。我们用例子来说明。实际示例基于以下数据:• 零件=缸孔• 特性=内径• USL = 30.008 mm• LSL = 30.003 mm• T = 0.005 mm测量仪器=孔规 分辨率为0.0001 mm由于Cp = 1.16,Cpk = 1.14必须对这批零件进行100%全检,同时,如果实际的产品特性值超出规格界限,会导致严重的质量索赔;问题是100%全检时的公差范围,我们能用规格下限30.003mm和规格下限30.008mm做为判断产品是否合格的规格限吗?无论测量系统分析的结果是满足要求还是不满足要求,即使测量值落在规格限内,但是靠近规格界限时,该零件还是有质量风险。怎么处理这种情况?这里可能有两种想法1 规格限本身在制定的时候,是不是已经是考虑过程测量的因素加严的呢?这是甩锅的做法。2 我们该如何去确定新的验收限?确保总的质量成本最优?这是本文的关注点。2
数字化质量管理需要各方明确责任

随着工业数字化的推进,责任越来越明确,ISO8015:2011中明确公差界限就是功能界限,在GPS的ISO14253标准中规定考虑产品符合性时,需要考虑测量的不确定度,在GUM中明确测量不确定度是评估数据质量的通识。

对于智能化时代如何确保产品质量,随着检验成本的降低,在线的100%全检成为可能,然而检验需要的验收界限如何确定,做为测量过程的所有者,有责任按照国际标准的要求,给出测量过程的不确定度。
实际生产的检验现场,相对于“理想化的”实验室而言,GUM的实施成本非常高昂,当前工业界中普遍取而代之,用测量系统的分析方法,评估测量观测值中是否由于测量过程导致的分量可以忽略不计,它分析测量过程中导致测量不确定度的部份分量,它没有考虑到测量设备校准传递下来的不确定度,对温度导致的测量结果的不确定度没有考虑,对于零件内部的不均一性没有考虑。对于有些测量过程而言,可能这些因素也是导致测量不确定度的重要分量。
3
VDA5方法的一般程序

VDA5符合国际标准GUM和VIM的要求,术语和定义与国际标准保持一致。VDA5评估不确定度的方法分为A类不确定度和B类不确定度,结合现有在企业运用的MSA分析中的方法一,方法二或方法三的结果,将量具的分辨率,偏倚,测量标准件的重复性,测量工件的重复性,操作者间的再现性,均转化为不确定度的分量。
提出了处理线性,温度,被测件本身的不均一导致的不确定度
对于测量系统的验收,测量过程能力的证明,将测量结果应用于于产品符合性判断中,VDA5提出了非常有益的应用上的指导。
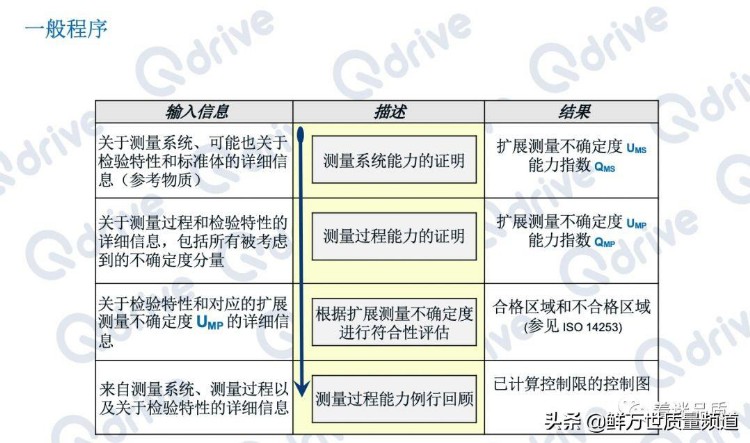
VDA5是一种简化的GUM的方法,将MSA的结果和GUM结合起来,程序简单,便于实践。它的一般程序如下图:
回到最初的问题上来,按照VDA5进行的测量过程能力分析的结果如下
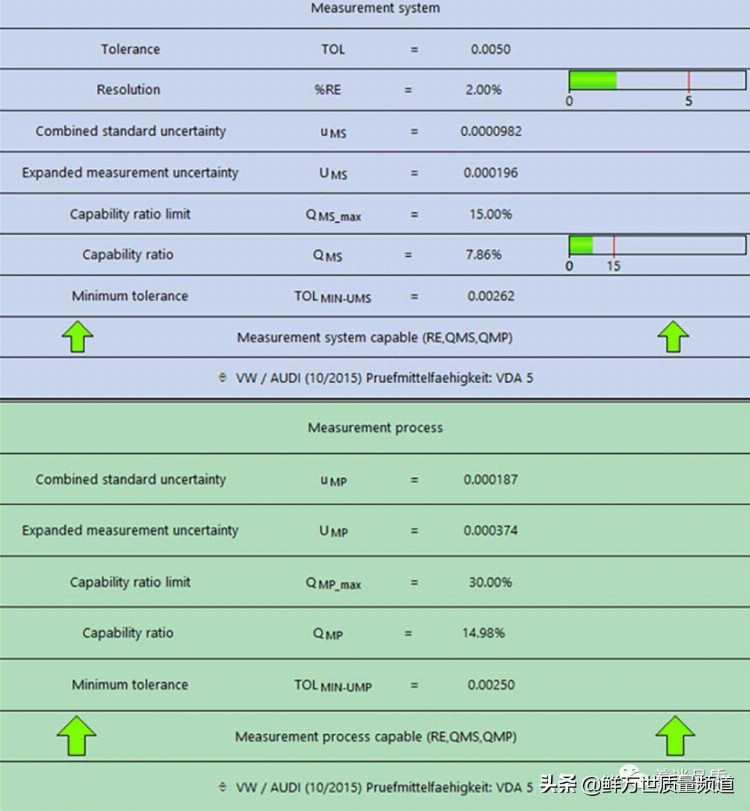
结果如下:
UMP = 0.000374mm
T’ = T-2*UMP = 0.005mm – 2*0.000374mm = 0.004252mm
可以得到
USL(T’) = 30.007626mm,LSL(T’) = 30.003374mm 其中USL(T’) 和LSL(T’) 是接受区域的界限。
当T = 0.005 mm时,估计拒收率为500ppm(百万分之500)。
从两个公差界限中减去扩展的测量不确定度UMP = 0.000374mm,验收范围仅为T’ = 0.004252mm,需要被清理的零件比例提高到3,000ppm(百万分之3,000)以上。
质驱课堂的公众号的文章与Q-Das的理念一脉相承,为企业提供能落地的MSA和SPC培训,咨询和解决方案服务.