FMEA的基本理论
在失效模式分析FMEA是由故障模式分析(FMA)和故障影响分析(FEA)的组成,是重要的可靠性设计方法之一。FMEA是以预防为主,主要目的是查找产品/过程中潜在的失效模式,评估其后果和风险的大小,并制定相应的预防/探测措施,对产品或过程进行修改,避免或减少潜在失效模式的发生,也避免或减轻了事后修改带来的危机和成本。
失效指的是过程、产品或系统部分或全部失去了完成其功能的能力。潜在失效是有可能发生的失效。失效后果指的是失效对零件性能的影响,以及失效对顾客使用带来的影响。FMEA的类型可以分为设计FMEA、过程FMEA、设备FMEA、体系FMEA,最为常用的是设计FMEA和过程FMEA,具体不同点如下:
- 1、DFMEA:设计(Design)FMEA,用于产品设计中的可靠性分析,分析对象是最终的产品以及相关的零件部、子系统或系统。DFMEA一般从设计概率形成之时或之前开始介入,在产品开发各阶段中,当设计有变化或其他信息有变化时就及时更新,并在样件加工、验证成功之前结束。
- 2、PFMEA:过程(Process)FMEA,用于过程设计中的可靠性分析,分析对象是新的产品/过程、更改的产品/过程。一般在生产工装准备之前开始使用PFMEA,一直到产品正式投产阶段,投产后还要根据生产过程的变化不断地更新PFMEA。
- 3、EFMEA:设备(Equipment)FMEA,用于设备的可靠性分析;
- 4、SFMEA:体系(System)FMEA,用于系统的可靠性分析。
FMEA作为一种可靠性分析工具,其作用是:
- 1、FMEA可以系统性地分析总结在产品设计或过程设计时形成文件;
- 2、FMEA可以降低了产品失效的风险,原因是FMEA找出潜在的失效模式,从而制定了预防/探测措施,预防失效的发生;
- 3、FMEA的小组成员可以在早期设计过程中完成FMEA分析,提高产品设计的可靠性。小组成员包括设计工程师、质量工程师、工艺工程师等各个部门的负责人,更好地集合团队的智慧;
- 4、FMEA可以提前采取预防或探测措施,减少或消除设计修改或过程更改带来了更大损失;
- 5、FMEA是“事前的行为”,而不是“事后的行为”;在FMEA分析中,及时发现风险,可以更加容易、更低成本地对产品或过程进行整改,从而降低事后修改的危机;
- 6、FMEA的应用(DFMEA和PFMEA)是一个相互作用、永无止境的过程。
FMEA是一个系统的工具,其特点是:1、一种事前行为;2、一个循环的过程;3、一种多方论证的产物;4、结构化的方法;5、定性的,评分带有主观性;6、强调措施的跟踪;7、降低维修费用,减少召回。
FMEA的逻辑思维是过程方法。所有的工作都是通过过程完成的,所有的过程都有输入和输出,需要开展一系列的活动并且投入相应的资源,输出是过程的结果,可能是期望的,也可能是不期望的;如FMEA的输入是产品的设计要求、技术规范和试验要求等,过程是FMEA的分析过程,输出是FMEA的分析结果。组织为了使过程能够达到期望的结果,通常需要对过程进行策划,并对输入和过程的相关活动进行控制使其在受控条件下运行,如下图:
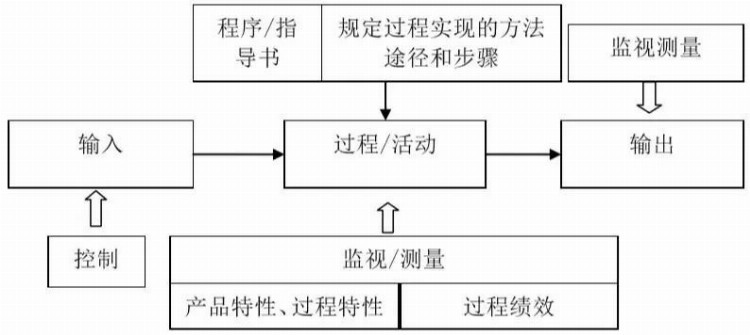
过程方法
FMEA是一个风险评估的质量工具,可以识别失效潜在后果的严重性,并为采取降低风险的措施提供了数据支持,用于领导层的决策。FMEA分析过程中,最重要的要求之一是及时性。它不是“事后”操作,而是“事前”行为。FMEA必须在产品设计和过程设计之前进行,这样,产品和过程的变更就更容易实施,并且实施成本更低,从而将后期更改的风险和成本降低到最小,FMEA就可以实现最大价值。
DFMEA与PFMEA的对比
FMEA工具中,DFMEA与PFMEA应用最广,在作用、分析对象、分析时机、输入输出和描述方式都不尽相同,不同之处如下:
- 1、作用的不同:
DFMEA的作用:识别设计缺陷,制定预防措施,为制定或修改产品特性清单、评价产品设计的可靠性、优化产品设计方案、评估产品的可维修性、评估产品的安全性、评估产品的危险源和评估产品的故障源等的分析工作等提供了依据,为制定产品试验大纲、制定过程的质量控制方案(如控制计划)、制定故障的维修方案等工作提供信息。
PFMEA的作用:识别生产过程中失效模式,评价失效模式对顾客使用潜在的影响,分析原因,制定减少失效发生的预防措施或探测措施,形成风险降低的流程,并将控制措施纳入相应文件中(如作业指导书),达到控制过程质量的目标。
- 2、分析对象的不同:
DFMEA的分析对象:新设计的产品(如零部件或系统),应用或环境有变化的现有产品,有重大设计更改的零部件或系统。PFMEA的分析对象:新的过程或工序(如采用新工艺),更改的过程或工序,应用或环境有变化的现有过程或工序(如设备改造)。
- 3、分析时机的不同:
DFMEA的分析时机:DFMEA一般从设计概率形成之时或之前开始介入,当设计有变化或其他信息有变化时就及时修改DFMEA,并在样件加工、样件试验合格、装车成功之前结束。PFMEA的分析时机:一般在生产工装准备之前开始使用PFMEA,一直到产品正式投产之前完成,投产后还要根据生产过程的变化及时不断地更新PFMEA。
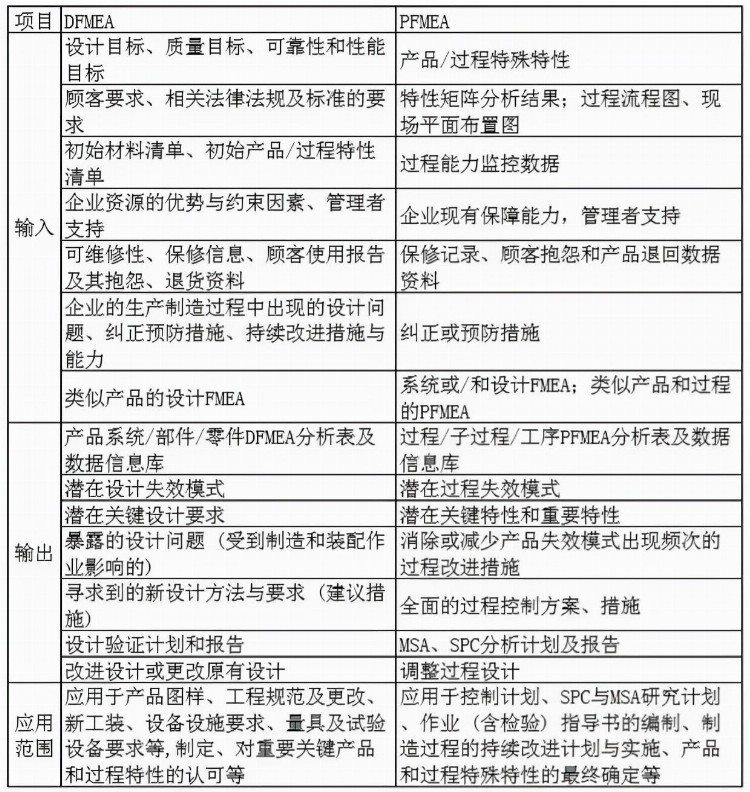
- 4、输入输出的不同:
FMEA应用到产品设计、过程设计和问题解决等阶段。FMEA分析信息收集越充分,输入信息越多,那么FMEA分析的有效性越强,输出就越全面,应用效果越好。DFMEA和PFMEA的输入输出的不同点,如下表:
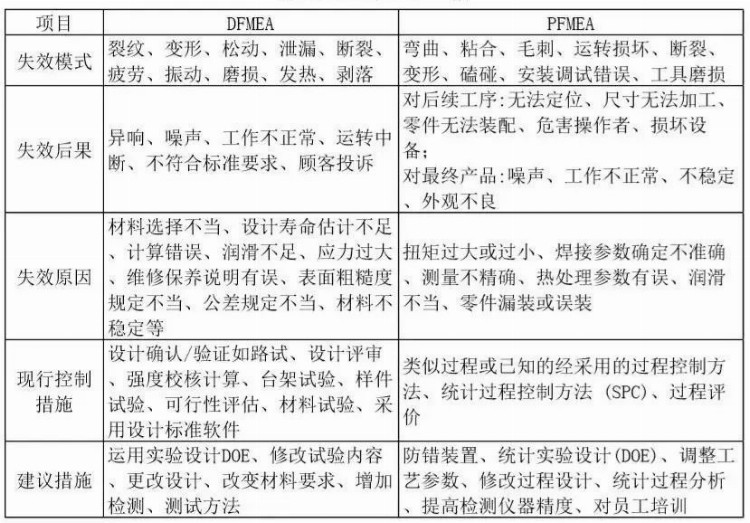
- 5、失效模式/原因/后果/措施的描述方式的不同
在FMEA表格,经常混淆表格中的描述方式的概念。例如在问题描述时,经常失效模式、失效原因、失效后果的概念模糊,现行措施与建议措施模,而且DFMEA表格和PFMEA表格的填法也不尽相同,具体区别如下表:
FMEA的实施流程
DFMEA和PFMEA的实施流程基本一致,都是先定义过程/功能、故障模式分析、故障原因分析、预防/探测措施的制定、风险风险,最后到制定补偿措施,具体如下图:

FMEA实施流程
定义过程/功能
FMEA工作的第一步,就是要了解分析的对象,输入顾客的要求,确定产品的功能、技术和质量要求,定义分析对象的功能或过程;在DFMEA分析中,需要确定DFMEA的范围,划分功能模块,这样方便对零件或系统有针对性地进行分析。在确定的DFMEA的范围时,注意事项如下:
- 产品与什么系统、过程或配合件接口?
- 产品实施预期功能是否需要来自其它系统或零部件的输入?
- 产品的特性和功能的变化是否会影响到其它系统或零部件?
- 产品的功能是否可以预防/探测与其连接的零部件的潜在失效模式?
在分析中,可以运用一些工具,如框图、参数图、示意图、材料清单、关连矩阵图法、接口矩阵、质量功能展开(QFD)、设计实验DOE、故障树等工具。其中产品框图显示的是产品零部件之间的物理、逻辑关系,在设计范围内零部件与子系统之间的相互作用。
在PFMEA分析中,首先要开展质量评审会议QAC,定义分析对象的过程。质量评审会议QAC(Quality Audit Conference)指的是由项目团队参加的产品特性、过程特性评审会议,通过零件技术规范和制造过程的评审,以确保总成和部件的特殊特性被充分识别和有效控制。通过QAC评审,输出产品特殊特性清单(包括产品关键特性和过程关键特性),PFMEA分析中,可以优先做关键零部件的失效分析及风险控制,优先做设计难点与重点的失效分析及风险控制,优先分析关键产品特性的的失效分析及风险控制。
故障模式分析
在故障模式分析阶段,收集以前产品的设计经验、质量经验教训,列出零件的潜在失效模式、失效的潜在后果;不过,很多企业在质量经验教训信息库方面做得不太好。常见的问题有:
- 1、信息收集不全面、不及时、不充分、针对性不强。如设计质量问题、生产过程中的质量问题、顾客的质量抱怨、法律法规要求、产品可维修性等信息没有及时收集;
- 2、没有系统地总结同类产品在产品设计或过程设计的经验,没有总结出现过的质量问题。还有已经收集到足够的质量经验教训,但在应用到新产品或新过程的设计与开发中没有做到举一反三。
零件的潜在失效模式分析中,要列出最终的失效模具,失效的潜在后果分析中,要列出影响到客户的失效后果。DFMEA分析中常见的失效模式:振动、变形、裂纹、断裂、泄漏、功能失效、磨损、松动等等。PFMEA分析中常见的失效模式:断裂、变形、毛刺、磕碰、损坏、功能失效、工具磨损、安装调试错误等等。
DFMEA分析中常见的失效后果:运转中断、汽车停止、不符合标准要求、工作不正常、顾客投诉等等。PFMEA分析中常见的失效后果。对最终产品:工作异常、噪声、外观不良、工作不正常等等;对后续工序影响:尺寸无法加工、危害操作者、无法定位、损坏设备、零件无法装配等等。
故障原因分析
在故障原因分析阶段,可以运用头脑风暴法,并使用亲和图、系统图、关联图等图形工具对问题进行一步步的排查,找到失效的真正原因。DFMEA分析中常见的失效原因:设计寿命估计不足、标准选择不当、表面粗糙度规定不当、材料选择不当、应力过大、计算错误、材料不稳定、润滑不足、公差规定不当、维修保养说明有误等等。
PFMEA分析中常见的失效原因:焊接参数确定不准确、电流不稳定、润滑不当、扭矩过大或过小、测量不精确、零件漏装或误装、热处理参数有误等等。很多企业在分析中原因分析不彻底,常见的问题有二点:
- 1、在FMEA过程中,相关质量分析工具/方法的应用较少、应用不当或应用简单,如因果图、头脑风暴法、统计方法、质量功能展开等;
- 2、没有充分发挥团队的作用,有的甚至是一个人完成所有FMEA,小组成员没有参与到FMEA的分析中,更谈不上FMEA分析对质量风险评估的判定作用和改进方案的决策作用。
预防/探测措施的制定
在制定现行预防/探测措施的制定阶段,针对失效的原因,制定相应的设计控制(预防、探测)。DFMEA分析中,常见的预防/探测措施:更改设计、设计评审、可行性评估、防错设计、尺寸链计算、修改试验内容、改变材料要求、采用设计标准软件、增加检测方法、虚拟分析、试验验证等等。
PFMEA分析中,常见的预防/探测措施:防错装置、自动探测故障设备、统计过程控制方法、统计实验设计、修改过程设计、提高检测仪器精度、调整工艺参数、通/止规检查、抽检、首末检、扭矩测量、对员工培训等等。
风险分析
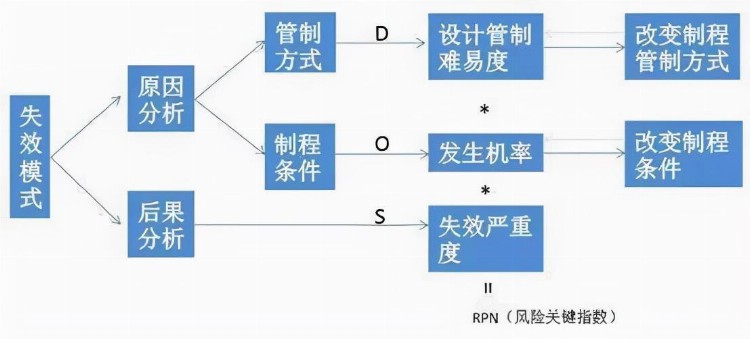
经过FMEA,确定了潜在失效模式的后果、预防措施、探测措施,接下来进行分析分析,先对严重度、频度、探测度进行评分,计算风险顺序数,并评出关键产品特性。风险顺序数(RPN,Risk Priority Number)也叫风险系数,是事件发生的严重度、频度和探测度的乘积。风险顺序数RPN越大,潜在的失效风险越高。RPN值=严重度S*发生的频度O*不可探测度D,可以看出,分数最高是1000,最低是1。风险分析时经常可以使用排列图找到RPN排名靠前的项目或工艺,再进行风险降低活动。
RPN的高低并不是唯一判断风险高低的评价标准。在风险评估时,可以关注以下高风险项目:
- 1、一个项目具有很高的RPN值;
- 2、一个项目的失效模式的严重度是9或10时;
- 3、一个项目具有很高的严重度*频度S*O;
- 4、一个项目具有很高的严重度*探测度S*D。
补偿措施的制定
对于高风险的项目,需要制定补偿措施,并重新对严重度、频度和探测度进行评分,计算RPN值,评判风险是否已经有效降低了。在风险评估时,以下项目需要制定补偿措施:
- 1、当一个项目具有很高的RPN值时,需要采取补偿措施;
- 2、一个项目的失效模式的严重度是9或10时,这是涉及影响顾客安全的项目,不管RPN值多少,都要需要重新评估风险,检查原因分析是否到位,预防/探测控制措施是否可行可靠,是否需要采取补偿措施;
- 3、当一个项目具有很高的严重度*频度S*O时,可以根据产品的实际情况和质量表现状态,评估是否需要进一步分析;
- 4、当一个项目具有很高的严重度*探测度S*D时,可以根据产品的实际情况和质量表现状态,评估是否需要进一步分析。
针对高风险项目,制定补偿措施时建议优先关注关键零件特性、高严重度的失效模式、高风险顺序数的失效模式,并提出改进和预防措施建议;
- 1、预防措施可以降低失效的频次,比探测措施更好;
- 2、严重度的更改只有靠更改设计。例如:散热器的电子风扇安装方式由“卡扣连接”更改为“螺栓连接”,失效模式“螺栓未打紧导致电子风扇振动异常”的严重度要比“卡扣断裂导致电子风扇脱开”的严重度低。
- 3、可以通过更改设计,消除或减轻一个或多个失效模式的原因/机理,从而降低频度。如修订设计压力、防错、修订尺寸公差、修订材料规格、替换薄弱零部件等。
- 4、降低探测度的方法有增加设计验证、防错、设计确认等。
FMEA注意事项
FMEA分析中,经常出现FMEA分析不规范的现象,所以应该注意以下事项:
- 1、优先分析关键零件的失效分析及风险降低,优先分析设计重点与难点的失效分析及风险降低,优先分析关键产品特性的失效分析及风险降低;
- 2、在更改不大的产品的FMEA分析时,可以利用同类产品的FMEA,在原有的基础 上补充和完善,注重于其差异性、更改之处以及高风险项目的评估和风险降低;
- 3、分析中利用头脑风景法列出失效的关联因素,运用质量工具(如亲和图、系统图等)列举出失效模式与失效原因之间的关系;
- 4、分析时注意回顾以前的同类产品的质量经验教训,举一反三,提高FMEA分析的有效性;
- 5、风险评估时,频度、探测度的评分很难确定具体分值,这些评分都是相对性 评分,评分中注意各项目评分的相对性,根据一定的理由进行评分,而不只是侧重于它实际的数据。而严重度指的是失效对客户的影响,需要根据评分标准,对失效模式的最大的失效后果进行评分。
FMEA 相关理论的介绍
1、特殊特性
特殊特性是可能会影响到产品的功能、外观、性能、法规符合性、安全性、装 配或配合的特性,可以分为产品特性和过程特性,具体细分如下图:
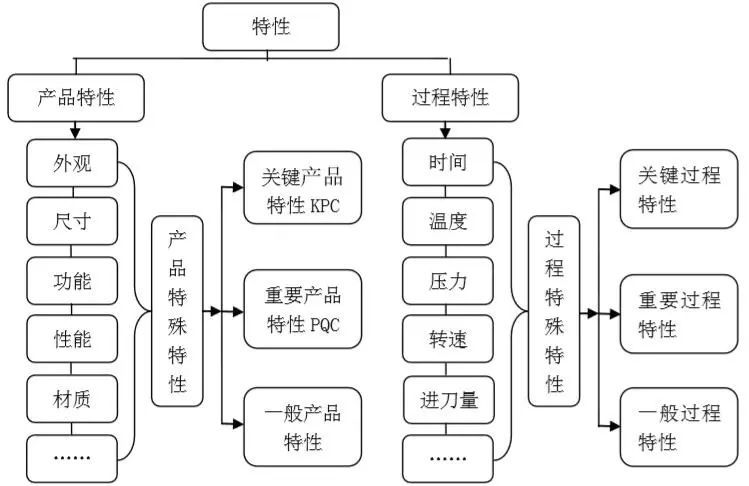
特性的分类
产品特性是指零部件的功能、性能与特点,通常在图纸或其他技术材料中描述 的,如外观、尺寸、性能、材质等,可以分为关键产品特性、重要产品特性和一般 产品特性。关键产品特性KPC(Key Product Characteristic)指的是合理预期的变差会明显 影响政府法规的符合性或产品的安全特性,如转向控制、制动、易燃性、乘员保护、 排放、无线电干扰、噪声等,标识。
重要产品特性PQC(Key Quality Characteristic)指的是合理预期的变差可能明显影响顾客对产品的满意程度(非安全性/法规符合性),例如:功能、配合、安装或外 观,标识为“◇”。
一般产品特性:除了关键产品特性、重要产品特性以外的产品特性,在合理变 差不太可能会影响到产品的安全性、功能等,一般不需要做任何标识。过程特性KCC(Key Control Characteristic)也称为过程参数,指的是一些过 程变量,这些变量与被识别产品特性具有因果关系。过程特性可以分开关键过程特 性、重要过程特性和一般过程特性。产品特性与过程特性是相互作用的,一个产品特性可能有一个或多个过程特性, 一个过程特性也可能影响到多个产品特性。
2、质量评审会议
质量评审会议QAC(Quality Audit Conference)指的是由项目团队参加的产品特性、过程特性评审会议,通过对零件技术规范和制造过程的评审,确保总成和部件的特殊特性被充分识别和有效控制。
QAC评审的作用:
- 确保顾客和供应商对高风险零件图纸、技术标准的理解达成一致;
- 明确产品技术规范、材料要求和性能试验方法;
- 识别产品的关键产品特性和关键过程特性,并确定相应的过程控制方法;
- 经验教训的总结与回顾。
3、防错
防错(Error Proofing)就是在生产过程和产品设计中尽可能提前地发现错误和纠正错误,采取防呆方法、设计或装置,杜绝产品缺陷的产生。防错可以分为过程防错和设计防错。
4、测量系统分析
测量系统分析(MSA)是测量人员、量具、程序、方法、被测量工件的交互作用。测量系统分析的作用是了解测量系统的状态和减少测量的误差。在对关键特性做过程能力分析时,首先要对测量系统做测量系统分析,目标是确定在测量过程中的误差,判断测量系统的是否充分,测量误差是否在可以接受的范围内。测量系统有“计数型”及“计量型”两种类型。
5、统计过程控制
统计过程控制SPC是利用统计方法对生产过程中的关键特性或重要特性进行监控、评估和改进,从而达到改进与保证质量的目的,强调的是预防为主,是一种预 防性的方法,用于判断过程是否异常,及时告警。在质量管控中,不要等产品做出来后再去看质量是否符合要求,而是在制造的时候就要把影响产品质量的各个重要特性进行控制。
6、质量管理七大工具
质量管理七大工具是质量活动中常用的七种方法,用于质量数据的收集和分析,质量问题的分析和确定,质量能力的控制和改进。具体的工具介绍如下:
- 检查表:又称调查表,用于系统地收集信息,并可对数据进行初步的整理和分析。
- 排列图法:又称柏拉图,用于找出影响质量主要因素,确定故障的要因。
- 因果图法:又称鱼骨图,通常从人、机、料、法、环、测等六方面查找原因,逐步深入,直接找到可以真正原因(可以直接采取措施的原因)。
- 分层法:将各种数据进行分类,使数据反映的事实更明显,从不同的角度层面发现问题,便于找出要因。
- 直方图法:用于展示过程数据的分布情况,便于找到问题的主要存在根源。
- 控制图法:一种图形方法,统计过程控制的重要工具,用于对生产过程的关键特性的测量、记录、评估和改进,并监测过程是否处于控制状态,识别过程波动 的来源。
- 散布图法:通过两种因素之间相互关系解析,找出变量之间的线性关系。
7、质量管理新七大工具
质量管理新七大工具是在 1979 年由日本人提出的。相比老大七质量工具,二者 都是改善用的工具,旧七大工具是基于数字分析与改善用的手法,新七大工具是基 于`语言分析与改善用的手法。质量管理新七大工具的具体类型如下:
- ①箭线图法(PERT法):用于合理制定计划,可以通过用网线连起作业流程,使用把握整体的流程,特别是繁杂的生产项目上。
- ②关联图法:是一种连线图,通过一系列的箭线来表示影响某一质量问题的各种影响因素之间的因果关系的,便