一、SPC的应用范围:存在特殊特性的工序
说到SPC我们必须要知道它的老搭档:特殊特性。什么是特殊特性?可能影响产品的安全性或法规符合性、配合、功能、性能或其后续过程的产品特性或制造过程参数。
在APQP中,特殊特性(Special Characteristics)指由顾客指定的产品和过程特性,包括政府法规和安全特性,和/或由供方通过产品和过程的了解选出的特性。SQE都知道,一个产品从原材料开始加工直至成品,其制造过程一般会包括很多个工序,而每个工序又需要控制多个产品特性或过程参数。我们不可能要求供应商使用SPC监控所有产品特性,这样做供应商要骂娘的!虽然SPC在众多的质量控制手法中属于绝对的经济型控制方法,但让供应商对每一个产品特性都使用SPC控制,那就不经济了!SQE只需要针对图纸上定义的特殊特性或者在PFMEA中RPN值高于预警值的特性,让供应商采取特殊的管控手段以保证该特性受控。特殊的管控手段中,SPC控制是最经济的控制方法。
另外两种常用的控制方法:
在线自动100%检和防错防呆PoKa-Yoke的成本投入是非常高的,还有一个硬伤:不是所有的特性都能开发出自动100%检和Poka-Yoke工装.综上所述,SPC的应用范围或者说SPC用于控制什么特性已经非常清楚了,那在过程开发阶段和量产阶段,SPC的作用是一样的吗?目的是一样的吗?在这需要跟大家明确,过程设计开发阶段和量产后,SPC扮演的角色是完全不一样的,正如结婚前和结婚后,人没变,但是角色不一样,做事情的方式也变了。
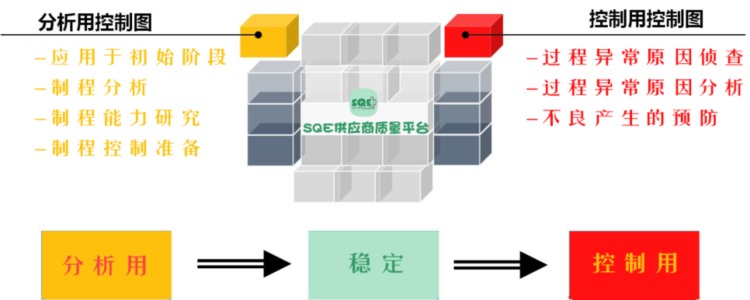
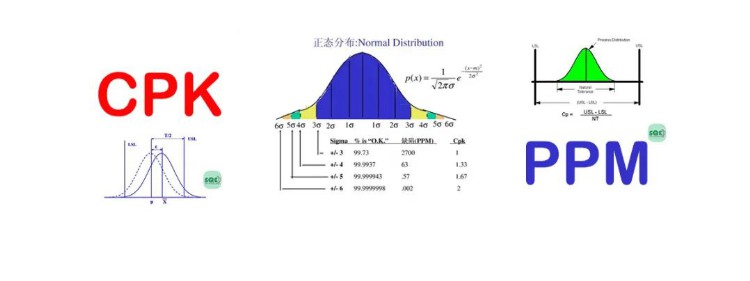
1.过程设计开发阶段SPC用于初期过程能力研究和放行
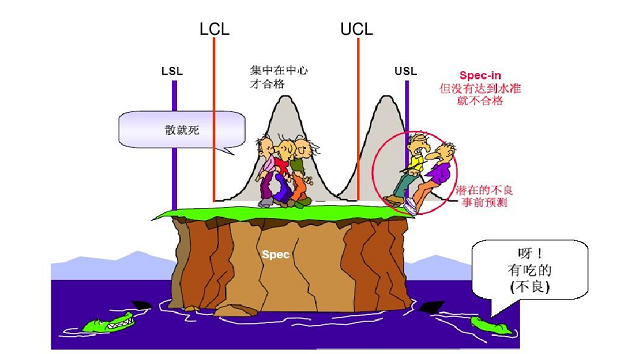
就像女孩子要求男人有车有房,这是硬指标,我们可以类比成PPK,如果PPK>2,这个2就是房子+车子,有了这两个硬性保证,结婚后的柴米油盐都是小问题,不会出现颠沛流离,露宿街头的恶劣情况。SPC用于控制特殊特性,在生产制造过程中,产品的任何一个特殊特性必然是在某一个工序中产生的。量产前,也就是过程开发阶段针对这个工序,我们需要用SPC来研究这个工序的过程能力,只有能力达标了,才能够放行进入量产,否则,进入量产后随着产量的增加,SPC的后期控制会无效。过程开发阶段使用SPC进行过程能力研究,就是SQE天天吵着要看的CPK报告/PPK报告。我相信绝大多数的SQE只是看看报告的结果CPK>1.67? PPK>2?,然后就草草结束了,但是真的当CPK<1.67,PPK<2的情况出现了,大多数SQE就麻爪了,不知道怎么办了。鉴于甲方的姿态,一般都是:能力不达标,赶快整改!然后供应商拿回去认真地做了份假报告,CPK=1.9,SQE高兴地存档了…真正优秀的供应商是敢于展示真报告并告知临时措施,当消除了特殊干扰因子后,重新核算达标,这才是一个可信的供应商。明明现场一塌糊涂,测量系统尚不稳定,给你一份PPK=2.5的报告,你欣然接受,这就是在给自己埋雷!如何鉴别供应商的假报告,在Minitab上是可以实现的,抽空我给大家详细讲解下。通过CPK报告和PPK报告结果,我们可以确认过程:
是否存在特殊原因?
能力是否达到既定的要求?
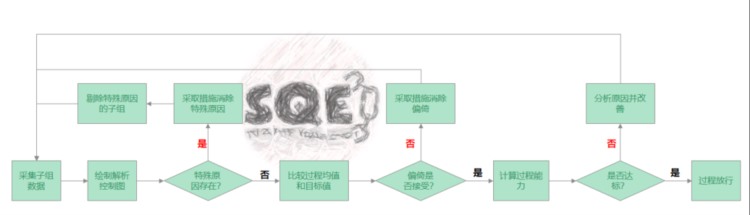
Step2.根据这些采集的子组数据计算控制限,并以此控制限制作控制图。根据绘制的控制图,识别过程是否存在特殊原因。判断方法就是我们之前跟大家说的8大判异原则。如果有,则分析原因并采取措施消除存在的特殊原因,同时剔除这些存在特殊原因的子组,用剩下的子组重新计算控制限,再根据新的控制限制作新的控制图,根据新绘制的控制图,识别是否存在特殊原因。。。重复以上的循环直至控制图中不再包括特殊原因引起的子组。由于在上述过程中,会不断的剔除部分子组,当剩余的子组数量小于25或样品数量小于100时,应采集新的子组来补充。这期间最重要的是通过控制图上的点位分布,找到特殊原因并消除。
Step3.计算过程参数Cp, Cpk, Pp和Ppk(因为过程的平均值被拉近至目标值,Cp和Cpk,以及Pp和Ppk应较为接近)。比较Cpk和Ppk的值,如果相差较大,则代表制造过程依然存在特殊原因,应采取措施消除特殊原因。在此步骤之后,过程中的特殊原因已经消除,过程将达到稳定受控状态。
Step4.重新采集足够的子组计算过程的平均值,与目标值进行比较。如果两者相差较大,则应采取措施消除过程平均值偏离目标值的原因。如何判定过程平均值和目标值相差太大并无明确的标准,可以由公司内部规定,例如,可规定平均值和目标值之差超过1个标准差即是比较大了。Step5.重新采集足够的子组计算过程参数Cp, Cpk, Pp和Ppk,看这些参数是否达到目标要求。如果过程参数未达到目标要求,应采取系统性措施以减少过程的普通原因。也就是要让过程更精准,更稳定!工装夹具该上上,维护保养该做做,人员培训该整整,标准化操作是更精准和更稳定的大前提!
Step6.在完成以上这些措施后,重新采集足够的子组,计算控制限,绘制控制图。此时,过程的特殊原因已经消除,所以过程处于稳定受控状态,同时过程的普通原因也已经得到控制,所以过程参数能达到既定的要求,那咱们就SOP吧。
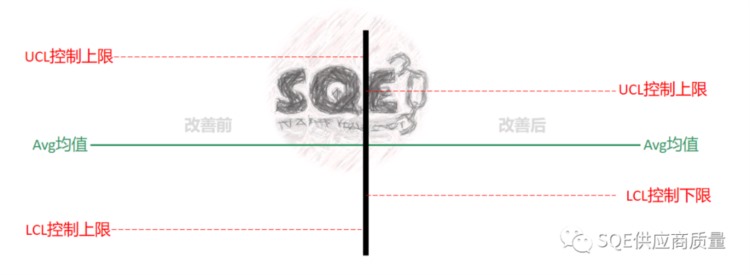
2.量产过程中SPC的作用:过程的监控、改善和变更
在制造过程得到放行投入量产后,应继续应用SPC来监控该过程。监控时应沿用上面步骤6中所建立的控制限,这个控制限如无特殊原因不应更改。监控的项目跟过程研究阶段一样,包括:
是否有信号显示过程存在特殊原因,如果有,应采取措施消除特殊原因;
Cpk和Ppk的值差别是否较大,如果是,应采取措施消除特殊原因
过程平均值跟过程目标值差别是否较大,如果是,应采取措施拉近过程平均值与目标值;
过程参数是否达到要求,如果没有,应采取措施减少普通原因以提升过程能力和表现。

在应用SPC管理任何制造过程之前,应先完成测量系统的分析。例如,上图的控制计划中需要对切断后的长度实施SPC的话,在此之前需要先对测量长度所用的测量系统进行分析,以确保测量系统本身引起的变差(例如GRR)对测量结果不产生显著影响。在此基础上从SPC得出的关于制造过程的判断,才会有较大的可信度。
<End>
文章来自,SQE供应商质量
上一篇:企业SPC项目精准落地10大要点
下一篇:原创 | SPC的十大使用误区