焊接培训测试题
一、单项选择题(下列每题的选项中,只有1个是正确的,请将其代号填在横线上;每题2分,共50分)
1.熔化极电弧焊不包括_______。
A.埋弧焊 B.焊条电弧焊 C. 手工钨极氩弧焊
2.角焊缝的基本符号是_______。
A. B. C.
3.熔化极活性气体保护焊的英文缩写是_______。
A.TIG B.MAG C.MIG
4.通过适当的物理化学过程(通过加热或加压,或两者并用) 使两个分离的固态物体产生原子(分子)间结合而连接成一体的连接方法叫_______。
A.焊接 B.胀接 C.粘接
5.焊接接头主要有四种类型,即对接接头、搭接接头、和角接接头_______。
A. L型接头 B. T型接头 C. H型接头
6.焊缝与热影响区交界的过渡区称为_______。
A.熔化区 B.熔合区 C.液相区
7. 基本焊接符号一般由_______、基准线和尾部说明组成。
A.箭头线 B.附加符号 C.焊缝尺寸
8.

是一下哪个焊接接头的焊接符号_______。
A.
B.
C.
9.
以下哪个焊接符号不表示该焊缝_______。
10.
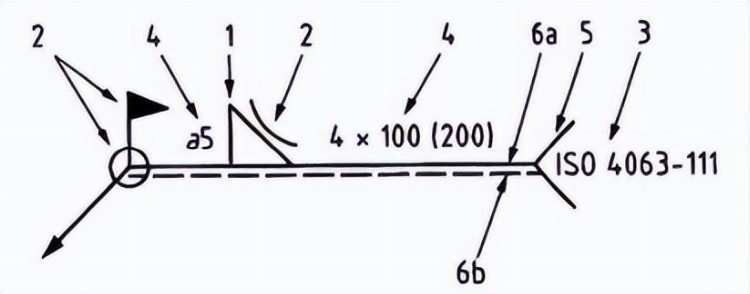
关于该焊接符号下列表述错误的是_______。
A.该焊缝是在现场焊接,角焊缝断续焊接。
B.该焊缝为角焊缝,角焊缝的名义焊缝厚度为5mm.
C.该焊缝为断续焊缝,每段焊缝长度为200mm.
11.低合金钢Q345的Q表示_______。
A.屈服强度 B.抗拉强度 C.疲劳强度
12.按照标准规定,实心焊丝用字母_______表示。
A.E B. ER C.H
13.目前_______是一种理想的电极材料,是我国建议尽量采用的钨极。
A.纯钨极 B.钍钨极C.铈钨极
14.氩弧焊时,对焊接区域所采取的保护方法是_______。
A.气保护 B.气-渣联合保护 C.混合气体保护
15.在焊接过程中,焊接速度过慢时,易产生过热及_______等。
A.未焊透 B.烧穿 C.气孔
16.咬边缺陷主要是由于电弧热量太高,即焊接电流_______、弧长过长或焊接速度引起不当。
A.过大 B.过小 C.相等
17.电阻焊属于_______。
A.熔化焊 B.压力焊 C.钎焊
18.CO2气体保护焊的焊接,随着焊接速度的增大,则焊缝的宽度、余高和熔深都相应地_______。
A.增大 B.减小 C.不变
19.钨极氩弧焊焊接电流超过钨极允许的电流时,会造成钨极过热而蒸发,使电弧不稳定和焊缝中易产生_______。
A.未熔合 B.未焊透 C.夹钨
20.在熔焊过程中,熔化金属的颗粒和熔渣会向周围飞散,这种现象称为_______。
A.夹钨 B.飞溅 C.夹渣
21. 焊接过程中,熔化金属自坡口背面流出,形成穿孔的缺陷,称为_______。
A.气孔 B.夹渣 C.焊瘤
22. CO2气体保护焊特点不包括_______。
A.CO2气体保护焊由于电弧穿透能力强,能形成较大接头熔深,焊丝熔化率高。
B.二氧化碳气体价廉易得,而且消耗电能少,是一种既经济,又便于自动化生产的焊接方法。
C.CO2气体保护与手工焊相比,焊设备简单,费用较低,操作灵活。
23. 关于ER308L焊丝,下列表述错误的是:_______。
A.ER表示焊丝
B.字母L表示焊丝含碳量处于标准级别规定范围的上限
C.308表示填充金属的化学成分
24. ISO3834焊接质量体系下列说法错误的是_______。
A. 焊接是一种特殊的工艺流程,由于无法仅仅依靠焊接前后的检测来保证焊接的质量,因此焊接必须通过整个过程来共同控制,只有将设计、工艺、生产、质量保证结合起来,共同形成成熟的体系才能保证最终的产品质量。
B. ISO 3834不同等级的有不同的质量要求,分别为:ISO 3834-2完整质量要求、ISO 3834-3标准质量要求、ISO 3834-4 基本质量要求,等级最高的是ISO 3834-4。
C. ISO3834焊接质量体系证书有效期1~3年,视企业对标准的贯彻情况、企业产品结构及人员资质而定;每年需要年审,3年换证。
25. 焊接成品破坏性检验包括机械性能试验、化学成分分析、_______。
A.金相组织分析 B.外观检查 C. 射线检验
二、判断题(下列判断正确的打“√”,错误的打“×”;每题2分,共50分)
1.焊接工艺是焊接过程中的一整套工艺程序及其技术规定。内容包括:焊接方法、焊缝坡口形式、焊接材料、焊接顺序、层间温度焊接工艺参数以及焊后热处理等。 ( )
2. 焊接工艺规程保证焊接质量依靠五大控制环节:人、机、料、法、环。 ( )
3. 用纯钨或活化钨(钍钨、铈钨、锆钨、镧钨)作为不熔化电极的惰性气体保护电弧焊,简称TIG焊。 也叫GTAW. ( )
4. 熔焊时,工件焊逢所处的空间位置,叫做焊接位置。按照焊逢在空间的位置不同,焊接方法可分为平焊、立焊、横焊和仰焊。 ( )
5. 金属的焊接性是指金属材料在一定的焊接工艺条件下(焊接方法、焊接材料、焊接工艺参数和结构形式等),获得优质焊接接头的难易程度。 ( )
6. 蠕变是金属材料在无数次重复交变载荷作用下,而不致破坏的最大应力。 ( )
7. 碳素结构钢按钢中碳的质量分数分类,低碳钢含碳质量分数0.25<C%<0.6。 ( )
8. 按照制造方法分为埋弧焊焊丝、气体保护焊焊丝、电渣焊焊丝、堆焊焊丝和气焊焊丝。 ( )
9. WCe-20 W表示钨 Ce表示铈 20表示氧化铈的含量为20%. ( )
10.在CO2气体保护焊中,焊接工艺参数选择不当会引起的飞溅。 ( )
11.钨极氩弧焊按电流波形分为直流氩弧焊、交流氩弧焊。 ( )
12.电阻焊的焊接方法很多,按接头形状的不同,可分为点焊、缝焊(滚焊)、凸焊和对焊。 ( )13. 焊接时,焊接接头根部未完全熔透的现象,称为未焊透。产生原因有,电流太大;焊接速度太快;焊接操作不当;焊接接头设计不合理。 ( )
14. 错边是由于两个焊件表面未达到平行要求而产生的偏差。 ( )
15.焊接缺陷的危害有产生应力集中,降低承载能力;气孔等焊接缺陷,降低了接头的强度,降低塑性;造成脆断;缩短使用寿命;点状夹渣的危害与气孔相似,带有尖角的夹渣会产生尖端应力集中,尖端还会发展为裂纹源,危害较大。 ( )
16.焊后成品检验可以分为破坏性检验和非破坏性检验。 ( )
17.非破坏性检验方法有外观检查、致密性检验、渗透性检验、射线检验、磁力探伤、超声波探伤、全息探伤、中子探伤、液晶探伤、声发射探伤和机械性能试验等。 ( )
18.激光焊接具有热输入低,焊接变形小,不受电磁场影响等特点。 ( )
19.与CO2焊相比,MAG焊是富氩气体保护的弧焊方法。而CO2保护焊却具有强烈的氧化性。 ( )20.氩气是惰性气体,它在高温下分解并与焊缝金属起化学反应。 ( )
21.SPCC是日本钢材(JIS系列)的牌号,是热轧碳素薄钢板。 ( )
22.

表示焊缝表面凹陷。 ( )
23. 钢按金相组织分为奥氏体钢、铁素体钢、马氏体钢、珠光体钢、贝氏体钢。 ( )
24.焊接热输入由焊接工艺参数决定。 ( )
25. 企业通过集中咨询后的纪要和标准要求,建立自身焊接体系文件,现场整改,对工艺评定及焊工考试项目联系及准备。现场咨询时对企业现场审核及指点,同时进行工艺评定、焊工考试及无损检测人员培训工作。 按照国际焊接质量体系标准ISO3834的要求,对企业的焊接质量控制体系进行审核,如合格,颁发国际认可的国际焊接学会IIW的ISO3834认证证书。 ( )
答案:
一. 选择题
1~5CABAB 6~10BACCC 11~15ABCAB 16~20ABBCB 21~25CCBBA
二. 判断题
1~5√√√√√ 6~10××√×√ 11~15×√√√√ 16~20√×√√× 21~25××√√√
上一篇:焊接基本知识培训课件(需要收藏)
下一篇:去哪里学焊接技术?这些一定要知道