一、案例(项目)描述
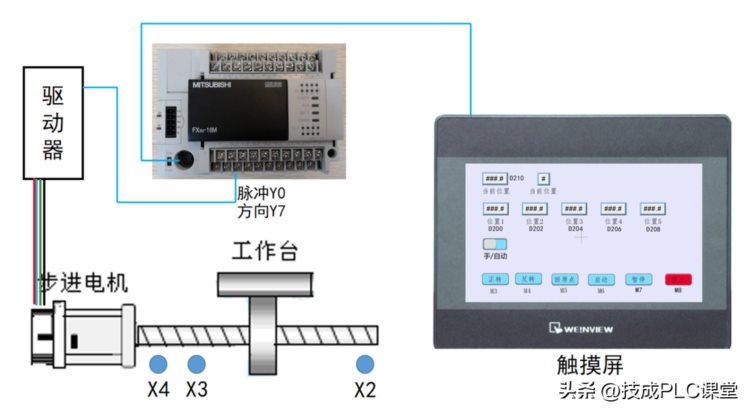
如下,有一台触摸屏,连接了一台3U的PLC,PLC下面带了一台步进电机,现在需要写一段控制的程序对步进电机进行控制。( 步进电机步距角1.8,螺距2mm,细分设置为4;X5是负极限 ,X4是原点,X3是正极限)
要求:
1)手动模式下,可自动正反转
2)按下回原点按钮,能够自动回原点
3)自动模式下 ,按下启动按钮,电机按照设定的位置走(位置1——位置2——位置3——位置4——位置5——位置1)每个位置会停顿1s,不断循环。
4)按下第二次启动按钮,设备停止,重新按下启动时设备继续动作。
5)按下急停按钮按钮,步进电机立即停止运行。
6)使用三菱plc的表格定位功能
二、I/O分配

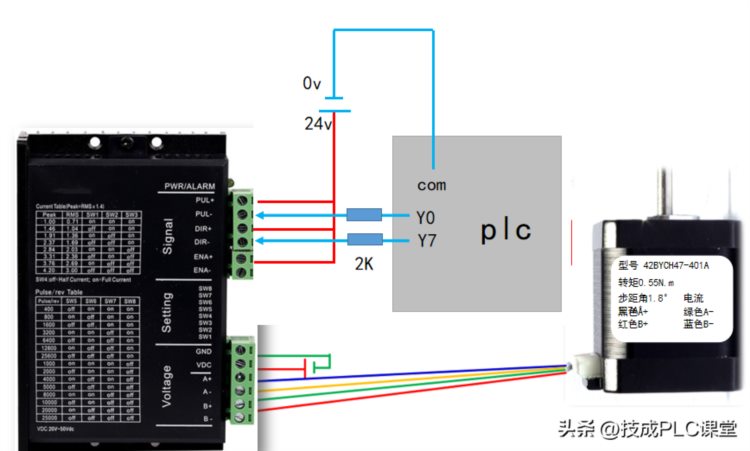
三、步进电机接线
四、程序编写
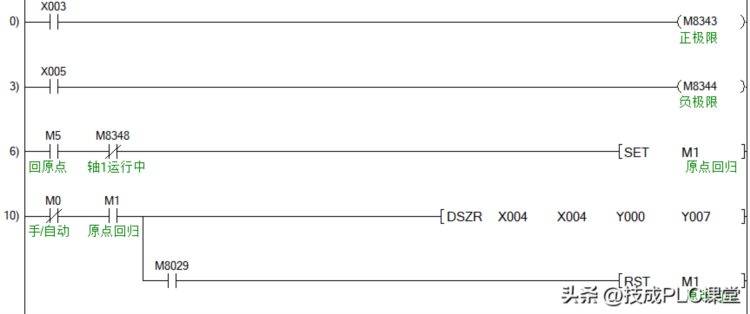
1)极限信号及原点回归
X3和X5接的分别是正负极限的感应器,程序编写控制对应的特色中间继电器;(原点回归速度和爬行速度在后面的表格设置即可)原点回归动作由M5按钮触发,必须要在轴1没有动作时,才能触发原点回归。
2)手动控制

在手动状态下,并且没有在回原点,可以用M3和M4这2个按钮,控制电机正反转,控制的指令使用PLSV(可变速脉冲输出指令);
3)启停控制
在自动状态下,按下启动按钮,触发ALT指令,切换M10的状态,作为启停控制,后面的程序可以用M10作为触发条件,同时,用寄存器D10记录动作顺序,如果启动时在0步,就直接跳到第1步,如果不在0步,就直接控制M10,这样这个按钮就能做到暂停;
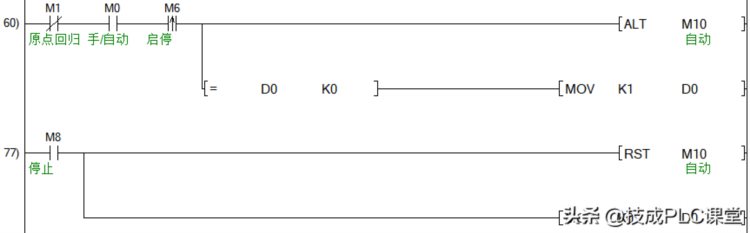
按下停止按钮,就复位M10同时清空D0。
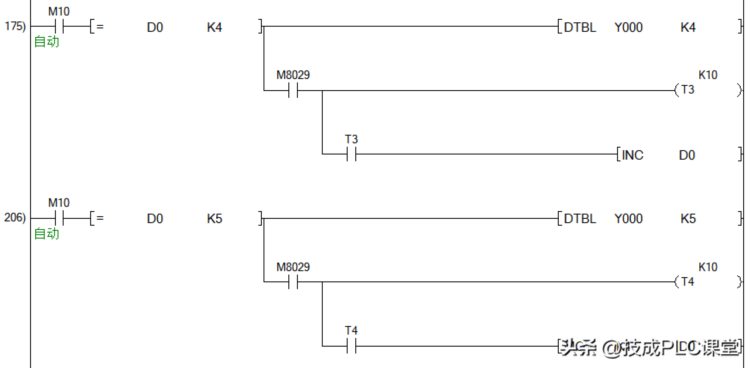
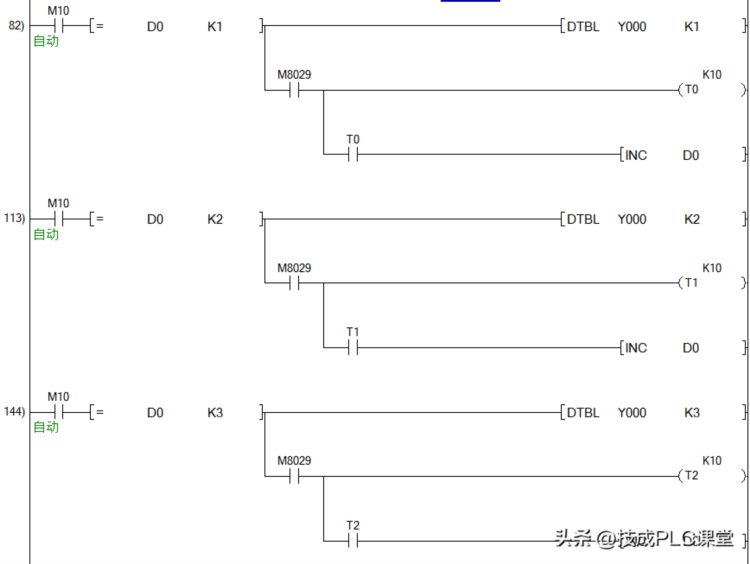
4)表格调用控制
每一步动作就调用表格对应的程序,等于1时,调用表格的第1行指定的定位控制(后面讲解表格的设置),动作执行完毕时,M8029会导通,做个延时,1秒后,让D0加1,进入下一步。后面的动作一样的写法
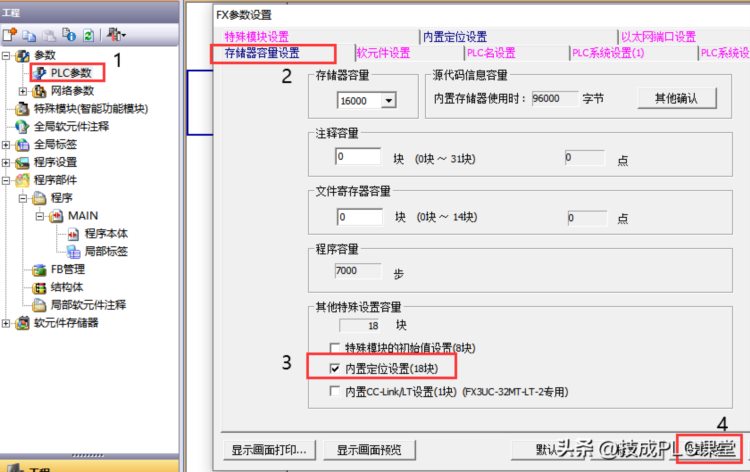
5)表格设置
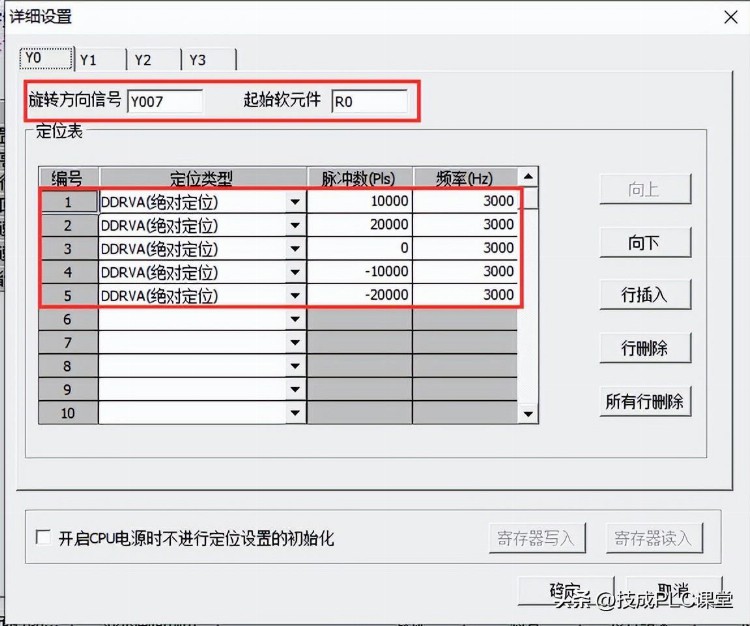
首先要勾选内容定位设置,后面才能设置表格定位。
之后设置好速度参数,点击详细设置,设置表格定位的详细内容
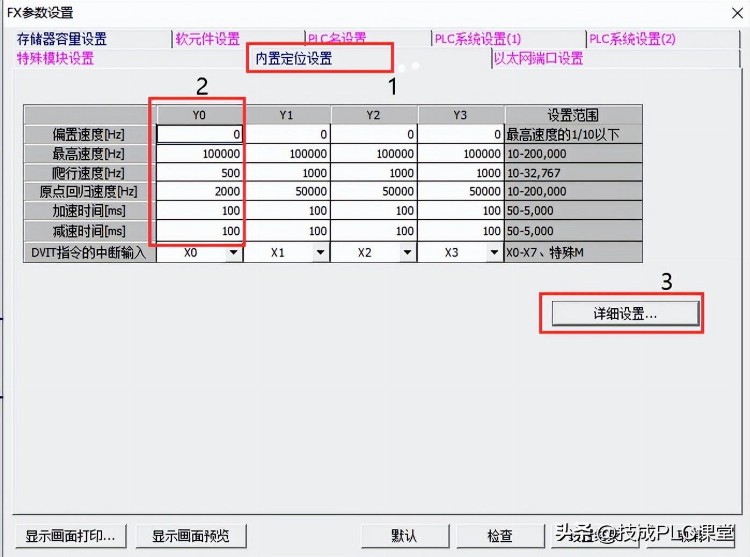
指定好Y0对应的方向点为Y7(方向点接线接的Y7),设置好5行定位的信息,比如
DTBL Y0 K1这个指令调用的就是第一行的定位指令,这里使用了绝对定位。
还需要指定表格定位的起始软元件,指定了R0(和D0一样的寄存器,也可以使用D元件)指定好后,表格定位第一行的脉冲数就保存到R0,速度保存到R2;表格定位第二行的脉冲数保存到R4,速度保存到R6... ...
如果想改变定位的速度和位置,可以通过程序修改这些寄存器的值,plc重新开机后,这些寄存器就会变回初始设置的值。
6)表格设置
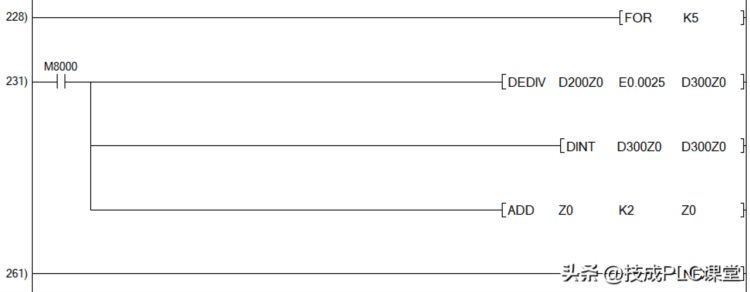
在触摸屏设置D200开始的5个地址作为定位坐标,需要先计算把距离转换成脉冲,从已知的步距角1.8度,一圈就是200个脉冲,设置了4倍细分,就是一圈800个脉冲,再由螺距时是2mm,可以得出脉冲当量等于2/800=0.0025mm,因此把这5个数据都去除以0.0025就能得到实际的脉冲数,存放到D300开始的5个寄存器里面,再用DINT指令把浮点数转换成整数,(这里使用了FOR循环,可以让数据的运算感觉讲解,不理解可以先去看FOR循环的基础课)
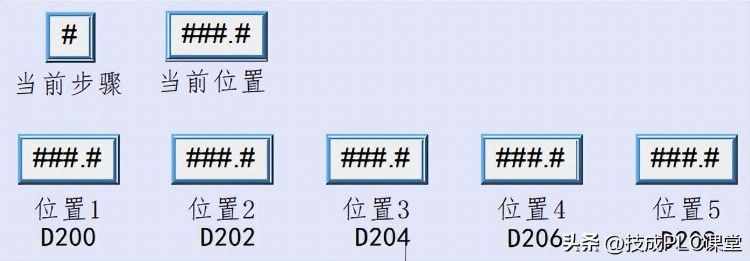
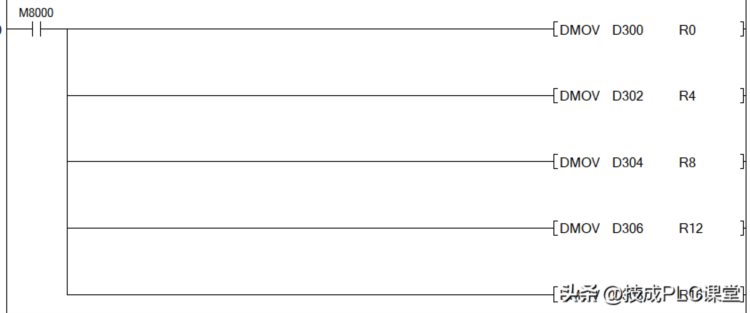
得到的位置一一传送到表格定位设置指定的寄存器里,这样通过触摸屏就能指定对应的位置。
最后面做一个位置的显示,把当前位置转换成浮点数,再去乘以脉冲当量,就能得到实际的位置信息。

(技成培训网原创,作者:陈育鑫,未经授权不得转载,违者必究)
往期推荐:
手机版电工专用计算器,1分钟快速搞定复杂的电工计算
13种电气计算EXCEL表格,自动生成!从此计算不求人(超实用)
14款热门电工仿真等软件,免费下载