“弘扬工匠精神 岗位大练兵”2022年武当山特区数控车工职业技能大赛活动公告
为深入推进武当山特区“弘扬工匠精神 岗位大练兵”活动,充分发挥职业技能竞赛在技能人才培养、选拔和激励等方面的作用,大力打造特区产业工人技术技能型人才队伍,为稳增长加快推动疫后重振和特区经济高质量发展凝心聚力,经研究决定,举办2022年武当山特区数控车工职业技能大赛,特制定本实施方案。
一、大赛背景
以习近平新时代中国特色社会主义思想为指导,深入贯彻落实习近平总书记对技能人才工作的重要指示精神,围绕推动新时代企业经济高质量发展,对标对接全国、全省技能大赛,打造“武当工匠”技能人才品牌,健全特区职业技能提升人才培育体系,引领产业技术工人不断提升技能和产品质量,推动以赛促学、以赛促训、以赛促建。搭建产业工人互学互鉴的交流展示平台,大力弘扬工匠精神,展示技能人才工作成效成果,营造尊重技能、崇尚技能的良好比拼赶超的社会氛围,为全面提高产业工人素质,助理制造业产业工人发展,夯实制造业技能根基,为特区经济高质量发展提供强大人力支撑。
二、大赛主题
提升工人技能 赋能产业振兴
三、大赛时间、地点
时间:2022年9月25日
地点:十堰市和瑞零部件有限公司
四、组织机构
主办单位:武当山特区人力资源和社会保障局
武当山特区经济和信息化局
武当山特区群团工作部
武当山特区重点企业服务中心
承 办:十堰和瑞零部件有限公司
协 办:武当山特区融媒体中心
技术指导:十堰市高级技工学校
大赛成立组委会,组委会由主办单位及承办单位有关负责人组成,具体负责大赛的组织实施和日常协调工作。大赛成立评审组,由组委会聘请相关方面专家组成,负责参赛项目的评审工作。
四、竞赛安排
(一)竞赛项目:数控车工
竞赛期间将同期组织技能展示交流活动,包括各行业职业能力建设工作成果、技工教育经验和亮点、行业风采和企业品牌、产品、高新技术展示。
(二)竞赛时间:
9月24日下午 15:00-16:30 理论竞赛
9月25日上午 08:00-08:20 开幕活动
08:30-16:30 实操竞赛
17: 00-17:30 颁奖环节
(三)竞赛地点:
理论竞赛:特区重点企业服务中心四楼会议室
实操竞赛:十堰和瑞零部件有限公司数控车间
五、竞赛标准
(一)本次大赛各项目竞赛标准均参照《国家职业技能标准》(三级/高级工)或行业企业评价规范相应等级。
(二)竞赛采取理论知识考试和实际操作竞赛相结合的方式进行,其成绩权重分别占竞赛总成绩的20%和80%。
(三)竞赛项目具体技术要求按照技术评判组发布的技术文件执行。
六、参赛对象及参赛方式
(一)参赛对象
企业从事数控车工的在职职工均可报名参加。凡已获得国家、省、市技能大奖、技能大师、技术能手等荣誉称号者,不再报名参加本次大赛。
(二)竞赛方式
竞赛分组进行,由数控车工技能大赛工作领导小组统一组织实施,并统一为参赛选手购买人身意外伤害保险。
七、奖励措施
(一)奖金设置
竞赛评选出一等奖1名奖金5000元/人、二等奖2名奖金3000元/人、三等奖3名奖金1000元/人,优胜奖5名奖金500元/人。
(二)授予荣誉称号
对在决赛中获得第一名的选手授予“武当山特区数控车工技术能手”称号,对第二名、第三名选手授予“武当山特区数控车工岗位标兵”称号。获奖选手优先推荐参与“特区技师培训计划”,技术成果显著优先推荐享受政府专项津贴。
九、相关要求
(一)高度重视,加强领导
大赛各单位要高度重视,充分认识技能竞赛大赛的重要意义,确保大赛达到预期目的和效果。
(二)广泛动员,加强宣传
有关单位要采取多种途径积极开展宣传发动工作,引导、鼓励和支持劳动者参加大赛,营造出有利于技能人才队伍培养、选拔的良好社会氛围和企业文化氛围。
(三)多措并举,加强防控
要按照常态化疫情防控的要求,完善各项防控措施。所有到赛场的人员全程佩戴口罩,进场时测量体温,并出示健康码和行程码。
报名截止时间:2022年9月22日
联系人: 刘小涛 李弘刚
电 话:18071357678 19872085885
2022年武当山特区数控车工职业技能大赛
参赛选手报名表
姓名 | 性别 | 身份证号 | 近期免冠 一寸红底 电子照片 | |||
学历 | 民族 | 政治面貌 | ||||
本人身份 | □学生 □职工 □农民 □其他 | 手机 | ||||
邮箱 | 所在单位 | |||||
参赛项目 | ||||||
有无不适宜 参赛疾病 | ||||||
个人技能水平及选手简介 | ||||||
推荐单位意见 | 年 月 日 (公章) | |||||
备注 | ||||||
附件2
2022年武当山特区车工数控职业技能大赛
项目技术文件
一、竞赛时间和报到地点
竞赛时间:拟定于2022年9月25日上午8:30-11:30
实操竞赛地点:十堰市和瑞汽车零部件有限公司
二、竞赛形式:
竞赛以单人形式完成理论考试和实操比赛。
三、竞赛成绩构成:
总成绩由理论知识和实际操作技能竞赛两部分成绩组成。理论知识成绩占总成绩的20%,实际操作技能竞赛成绩占总成绩的80%。
每位参赛者必须参加理论知识、机床实际操作技能两项内容的比赛,并在规定时间内按要求完成比赛内容。
四、竞赛标准和命题
1、理论知识考试
理论考试时间60分钟,闭卷考试,满分为100分。
理论考试主要内容以竞赛职业(工种)的国家职业标准中的三级工相关理论知识内容命题,主要内容有:机械制图知识,公差与配合知识,机械加工工艺基础知识,数控加工工艺知识,数控机床,数控技术基础知识,先进制造技术,数控机床安全操作,文明生产知识等。适当增加数控技术应用的新知识、新技术、新工艺、新技能等有关内容。
2、实操竞赛
实际竞赛时间为180分钟。竞赛试题以《国家职业技能标准》数控车工三级(高级工)的要求为基准,适当增加相关新知识、新工艺、新技能等内容。
要求选手在数控机床上完成给定图样的工件的数控编程与加工。本次命题的工件加工要素包含来自实际生产中的典型产品特征,竞赛要求选手在完成工件形状加工的基础上,重视数控加工主要尺寸与图纸的符合程度及表面粗糙度。本次竞赛原则上采用手工编程,也可选择使用CAD/CAM软件自动编程。
竞赛试题由大赛组委会组织专家统一命制,提前在十堰市人力资源和社会保障局官方网站公布实际操作样题,各参赛队员可在网上下载实操样题。
五、竞赛实操平台
1、实操设备清单:
系统/数量 工种/机床型号 | 系统 | 数量 | 厂家 | |
数控车床 | CAD6150A | 华中系统(HNC-808) | 3 | 大连机床 |
数控车床 | CAK6185si | 华中系统(210A) | 2 | 沈阳机床 |
2、软件支持:CAXA数控车、每台机床配备U盘1个。
六、刀具、量具清单(主办方统一提供)
大赛所用的工具、刃具、量具清单如下:
(一)数控车工刀具清单
机床情况:前置刀架机床,四工位刀架,刀方为25mm*25mm(或20mm*20mm加垫铁),以下介绍仅为其中一种规格。
1、95°偏角外圆车刀及刀片
说明:方柄(25*25*125)、刀尖角80°主偏角95°

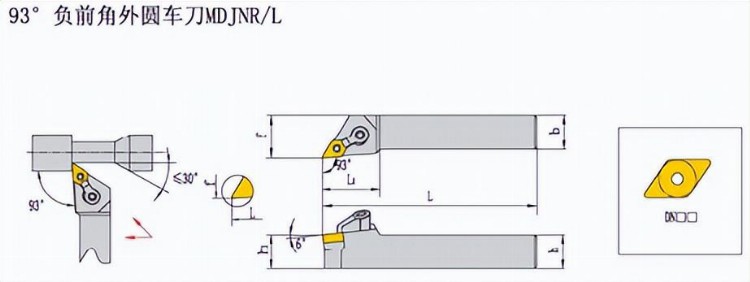
2、93°偏角外圆车刀及刀片
说明:方柄(25*25*125)、刀尖角35°主偏角93°
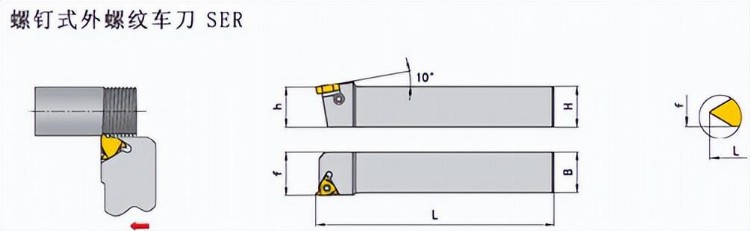
3、外螺纹车刀及刀片
说明:方柄(25*25*125)、刀尖角60°螺距0.5~3
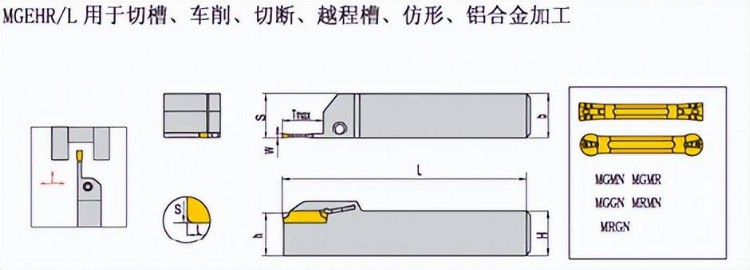
4、外径切槽车刀及刀片
说明:方柄(25*25*125)、刀宽≥2mm、切深≥10mm
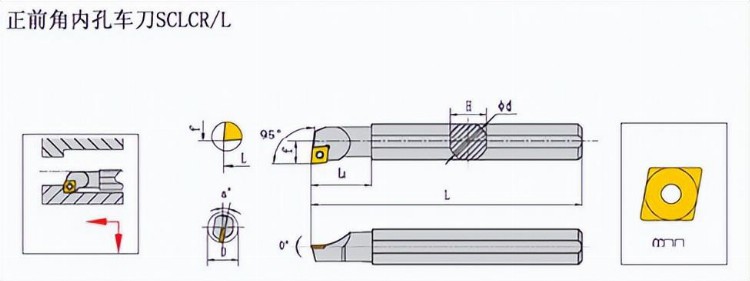
5、95°偏角内孔车刀及刀片
说明:最小孔加工径φ20mm、刀尖角80°主偏角95°
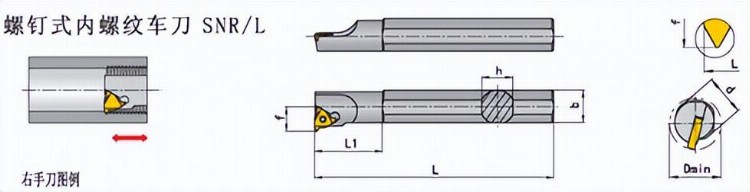
6、内螺纹车刀及刀片
说明:最小加工孔径φ20mm、刀尖角60°、螺距0.5~3
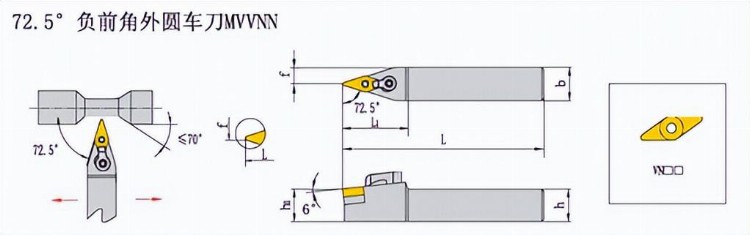
7、72.5°偏角外圆车刀及刀片
说明:方柄(25*25*125)
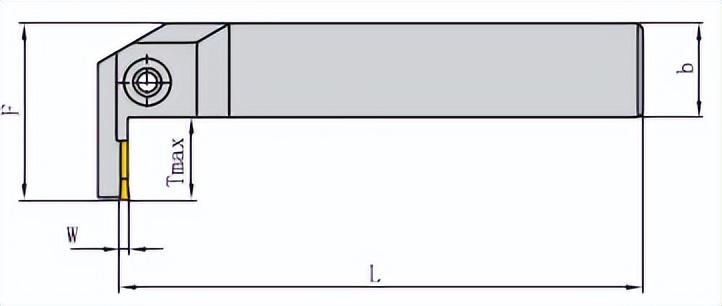
8、内切槽刀(最小加工内孔≥21mm、刀宽≥2mm、切深≥6mm)

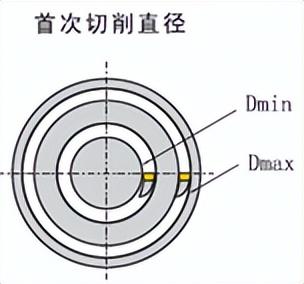
9、端面槽刀(Dmin34-Dmax48)
10、φ3中心钻、φ20钻头及变径套
11、内孔刀夹套(4工位刀架)
(二)数控车工工量具清单(赛场提供)
序号 | 名称 | 规格 | 数量 | 备注 |
1 | 游标卡尺 | 0~150 | 1 | 可测深度 |
2 | 外径千分尺 | 0~25 25~50 50~75 75~100 | 1套 | |
3 | 内测千分尺 | 5~30 25~50 | 1套 | |
4 | 内径量表 | 18~35 35~50 50~100 | 1套 | |
5 | 百分表 | 0~10 | 1套 | |
6 | 磁力表座 | 1套 | ||
7 | 塞尺 | 0.02~1 | 1套 | |
8 | 钻夹头及扳手 | 1套 | ||
9 | 顶尖 | 1 | ||
10 | 内六角扳手 | 1套 | ||
11 | 垫片 | 若干 | ||
12 | 铜棒 | 1 | ||
13 | 铜皮 | 若干 |
(三)毛坯及材料
毛坯:参赛选手使用的毛坯由组委会统一提供。
规格:以样题公布为准。
(四)比赛用夹具:
由大赛组委会提供,夹具相关规格见下表。
项目 | 夹具 | 品牌 | 规格 | 样图 |
数控车 | 三爪卡盘 | 环球250C | 卡盘直径250mm 卡盘孔径85mm |
|

选手竞赛时间共计180分钟,在180分钟内完成数控车削零件的编程、程序传输和数控加工。
七、其它设备、用品
1、消防设备:干粉灭火器若干
2、休闲设备:饮水设备
3、棉纱、刷子等
八、竞赛程序
1、承办方提前对实际操作场地进行集中开放,供选手熟悉机床及比赛场地;同时对参赛选手进行CAM软件和程序传输软件的操作培训。(具体时间另行通知)
2、决赛报到。各参赛队按照要求提前到达赛场报到,由大赛组委会对各参赛选手进行身份确认。召开领队会议,确定参赛选手数控加工操作竞赛日程安排。
3、操作比赛前30分钟,工作人员组织检查本轮次参赛选手所用工量具。当轮次参赛选手凭参赛证和身份证,两证齐全进入赛场,抽取机床号、签字确认。按抽取的机床号,选手进行竞赛前的各项准备工作。赛前15分钟进入比赛工位,确认现场条件,比赛时间到方可开始操作。
竞赛时间为180分钟,连续进行,包括编程和加工时间。竞赛过程中,食品和饮水由赛场统一提供,选手休息、饮食等时间都计算在比赛时间内。
竞赛结束时,由工作人员提醒各位参赛选手时间到,各参赛选手按下进给保持键停止加工、关闭设备。随后,由参赛选手进行机床的相关清理工作。经工作人员检查许可后,参赛选手离开竞赛场地。
九、竞赛注意事项
1、参赛选手完成加工决定离场时,应提请赛场工作人员到工位处收取工件,由竞赛评委员在工件、卡片的适当位置写上机床号。同时,参赛选手在评委员记录的竞赛情况记录表上签字确认,并用密封纸对以上实物和文件进行密封,装入专用密封袋。
2、各参赛选手必须严格按机床操作规程进行操作,出现较严重的安全事故,如撞刀、加工过程中工件掉落等情况,立即取消竞赛资格。
3、竞赛过程中,竞赛评委组将考核各位参赛选手的安全文明操作情况和加工工艺应用情况。出现非安全文明操作的要作好记录,并在成绩评定中酌情扣分。
4、竞赛过程中,参赛选手不能更换毛坯,也不能相互借用工夹量具。各参赛选手间不能走动、交谈。
5、竞赛过程中出现机床故障等设备问题,应提请现场工作人员到工位处确认原因。对于因为设备故障而耽搁的时间,应该给当事选手的竞赛时间酌情后延。
6、竞赛期间(包括两轮次之间的间隔时间),除赛场工作人员外,其余人员一律不得进入竞赛考场。同时要对两个轮次的选手做相对隔离处理。
十、成绩评定
1、参赛选手的成绩评定由评委组负责。
2、实际操作技能竞赛的成绩,由现场操作规范和试件加工质量两部分组成。其中操作规范成绩根据现场实际操作表现,按照现场操作规范评分标准,依据现场评委员的赛场纪录,评判成绩;试件质量依据评分标准,根据实际检测结果,进行客观评判、计分。
3、参赛选手的最终名次依据理论考试成绩和技能实操成绩百分比综合排定,当出现总成绩相同时,以实操成绩高者名次在前,成绩依然相同时,以实操用时短者名次在前;若仍不能分出先后,取相同名次。
十一、其它
1、本次竞赛整体赛程由大赛组委会全程监督。
2、本技术文件的最终解释权归大赛组委会。