G71车内孔编程
实例
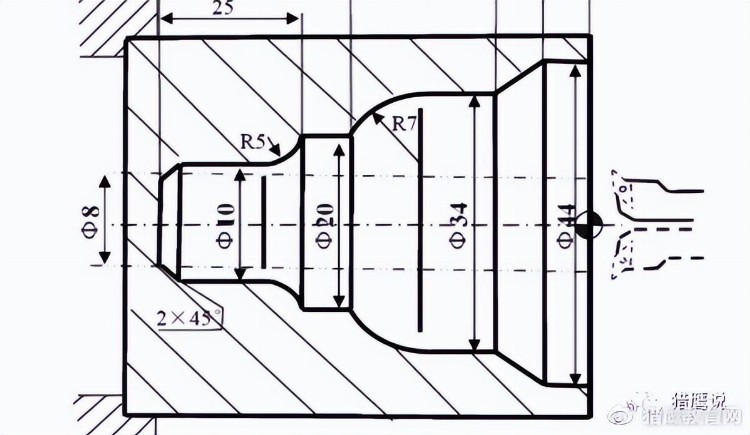
用内径粗加工复合循环编制图1所示零件的加工程序:要求循环起始点在A(46,3),切削深度为1.5mm(半径量)。退刀量为1mm,X 方向精加工余量为0.4mm,Z 方向精加工余量为0.1mm,其中点划线部分为工件毛坯。
备注
N1 T0101 (换一号刀,确定其坐标系)。
N2 G00 X80 Z80 (到程序起点或换刀点位置)。
N3 M03 S400 (主轴以400r/min 正转)。
N4 X6 Z5 (到循环起点位置)。
东莞振华职校相关课程推荐
文章来源于公众号:猎鹰说。